
输送砂浆用耐磨无缝钢管的研发
摘要:院鞍钢股份有限公司无缝钢管厂采用野转炉炼钢+LF+VD冤精炼+热轧管+在线探伤+内壁热处理冶工艺,成功研发了NM50、NM55、NM62输送砂浆用耐磨无缝钢管。检验结果表明,研发的耐磨钢管具有高强韧、高耐磨性,满足砂浆输送使用要求。
我国经过近十年对耐磨管件的生产研制,目前应用于建筑、矿山行业的混凝土、砂浆输送用耐磨无缝钢管品种主要有两种,一种是单层淬硬耐磨管,另一种是双金属复合耐磨管即双层淬硬管冤。双金属复合耐磨管广泛应用在泵送混凝土三、四十米或更好的超高层建筑施工泵车上及矿山矿浆运输管道上咱1暂,工作压力15~30MPa,泵管服役于硬物料、大颗粒介质的高压、高速冲击磨损工况中,其磨损程度大,更换频繁。随着我国野一带一路冶基础设施建设的新发展,对高强韧、抗冲击、高耐磨钢管的市场需求迅速增加,鞍钢为满足输送砂浆用耐磨钢管市场的需求,满足泵送管道的使用寿命要求,进行了输送砂浆用耐磨钢管产品的研发,该产品既可用于单层淬硬耐磨管,又可用于双金属复合耐磨管内层管。
1 技术要求
1.1 产品特点及核心技术为保证砂浆输送管道的输送任务、正确抵抗砂石骨料的强烈冲击和磨损,满足管道在高压频繁振动工况下的运行,高强韧耐压防爆和耐磨性、抗冲击性能是该产品的特点咱2暂。耐磨钢管应具有外壁基层的良好强韧性和内壁适宜的淬硬层。防止爆管,满足砂浆输送性能要求。其技术核心在于院耐磨钢管合理的钢种成分和稳定的力学性能曰钢管内壁热处理工艺合理,淬硬层厚度及硬度值稳定。
1.2牌号和化学成分设计
耐磨管件在不同泵送高度、管路位置所承受的压力和磨损不同,不同的设计输送方量,均对耐磨钢管提出不同等级的选材要求,因此在钢种的设计思路上,采用适当的碳锰含量可以保证产品的耐磨性,同时考虑添加Cr、V、Ti合金元素,细化晶粒,在增加淬透性的同时提高了韧性。在耐磨钢管等级牌号上,设计了NM50、NM55、NM62三个级别。NM要要代表耐磨,50、55、62代表产品洛氏硬度。各牌号设计化学成分见表1。

表1 耐磨钢管设计化学成分渊质量分数
1.3 性能要求及组织状态
1.3.1 热轧状态耐磨钢管力学性能
热轧状态耐磨钢管的力学性能应保证耐磨钢管的高强抗压要求,各牌号耐磨钢管热轧力学性能要求见表2。
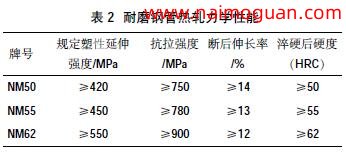
表2 耐磨钢管热轧力学性能
1.3.2 热处理后显微组织及硬度
淬硬是输送耐磨管加工的关键工艺,也是核心技术。在钢管内壁淬火,获得一定厚度的硬度层,要求其组织为回火马氏体,硬度值应达到表2的要求。
1.4 表面缺陷、无损检测要求
连轧管机的直道深度对管体内壁淬火工艺、产品质量影响较大,要求热轧钢管内表面直道深度不大于壁厚的5%,深度不超过0.5mm。同时钢管应进行全长无损检测,采用GB/T 5777要2008 标准,验收等级L4。
2 工艺方案
2.1 工艺路线
采用野铁水预处理→转炉冶炼→炉外精炼(LF+VD)-管坯连铸连轧-热轧管-在线探伤-钢管内壁热处理冶工艺生产耐磨钢管。
2.2 炼钢工艺
炼钢应做到目标值控制,提高钢质纯净度,控制S、P等有害元素。操作要点如下:
(1)炼钢过程加强脱氧脱硫操作,防止铁水回硫,影响转炉脱硫,LF炉做到白渣出钢,合理出钢合金化时间节点,使合金快速熔化曰,VD精炼对合金进行微调,做到准确目标,钛铁必须在精炼结束前5-8min,添加,做好终点碳的控制,所有原辅材料必须清洁、干燥。
(2)机前做好保护浇注,恒拉速控制,采用结晶器电磁搅拌技术及二冷水弱冷工艺,保证铸坯内部及表面质量。
2.3 轧管工艺
钢管的壁厚均匀和内表面质量决定了钢管后续内壁热处理的淬硬厚度均匀性和硬度的稳定性,因此必须保证热轧钢管的壁厚均匀及内表面质量。
2.3.1 加热炉操作要点
(1)加热炉均热段温度控制(1255±20)℃。保证管坯在环形加热炉内加热均匀,避免出现加热不透、加热阴阳面,保证管坯加热均匀。
(2)遇事故停轧时,采取降温措施院停车时间较短(30 min 以内)时,将均热段炉温降15-20℃停车时间较长(30 min以上)时,均热段降80-120℃。停料时间超过3-5min时,炉底反转,将待出炉的管坯退到隔墙后面,避免管坯高温区域长时间停留。
2.3.2 穿孔机组操作要点
(1)穿孔机调整轧制线、轧辊距离、导板、顶杆位置,保证穿后钢管壁厚均匀,穿孔毛管外径偏差为0~+1mm;长度偏差0~+100mm。
(2)检查轧辊、顶头表面质量,如有老化、磨损,及时更换,确保钢管内表面质量。
(3)穿孔后抱瓦冷却冷却水不能溅入管内,保证硼砂喷吹量200 g/mm2,根据毛管的外径及长度来设定氮气的喷射压力和时间,观察钢管尾部硼砂燃烧产生的火焰,使毛管尾部喷出的未燃烧硼砂残余粉末保持较小,确保钢管内表面抗氧化效果。
2.3.3 连轧机组操作要点
(1)连轧机控制好脱管后的钢管长度,对钢管进行取样测量壁厚,通过测量钢管壁厚值,调整MPM辊缝及轧辊转速曰通过计算机画面观察MPM电流、轧制力曲线,调整轧制参数达到无明显堆拉钢状态。
(2)连轧开启高压水除鳞系统,检查喷嘴,保证水压18MPa以上。
(3)检查芯棒表面状态,控制好芯棒喷涂石墨的润滑效果。
2.4 钢管内壁热处理工艺
钢管内壁淬硬,需在耐磨管件加工厂完成,其工艺为院钢管定尺切断→两端焊接钢制法兰→数控感应淬火→低温回火处理→外表面喷砂、喷漆处理→检查→成品包装。应调整好感应加热电压、电流,准确控制淬硬层深度,并调整适量冷却水,使钢管内壁淬硬层深度控制在壁厚的30%~45%。根据试验结果确定较佳热处理制度院淬火温度(820±20)益,回火温度(180±50)益,保温时间40~60 min。
3 产品评价
3.1 热轧管力学性能
鞍钢经过多次耐磨钢管新品试制,在大量、系统的试验数据基础上,不断优化成分和工艺,先后开发了NM50、NM55、NM62 系列耐磨钢管产品。对各牌号的热轧钢管进行力学性能检测,结果全部合格,具体见表3。

表3 热轧钢管力学性能
3.2 试样热处理后金相组织和硬度
钢管试样热处理后得到理想的板条状回火马氏体组织,见图1。该组织钢具有高硬度和高耐磨性,而脆性较小,可抵抗砂石骨料的强烈冲击和磨损,硬度值见表4,试样热处理后硬度全部满足标准要求。
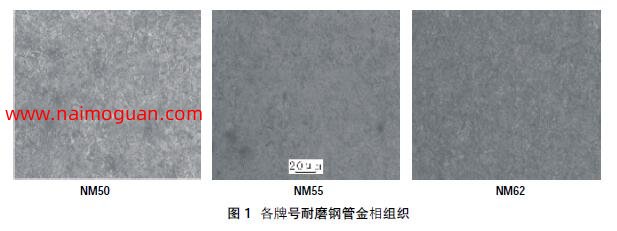
图1 各牌号耐磨钢管金相组织

表4 钢管热处理后硬度值(HRC)
3.3 用户评价
(1)鞍钢提供的133*4.5mm、133*4.8mm、133*5.1mm、133*5.3mm、95*9mm 规格,牌号为NM50、NM55、NM62 钢管给耐磨管件加工厂进行试验和检验,顺利通过磨耗、硬度、冲击、水压、拉伸等多项试验,得到用户认可。
(2)用户采用MLS-225 型湿砂式橡胶轮磨粒磨损试验机进行NM50 和NM62 磨损对比试验,从磨损失重数值结果显示NM62 的耐磨性是NM50的1.31倍。
(3)在用户使用过程中,在装车实际运营中考察耐磨性能,结果表明NM50 钢管可输送砂浆水泥2.0~3.5 万m3,NM55 可输送砂浆水泥3.0~4.0万m3,NM62 可输送砂浆水泥6.0~8.0 万m3,是普通钢管输送方量(一般为6 000 m3~8 000 m3)的
4~7倍。
4 结论
(1)鞍钢无缝厂研发的输送砂浆用耐磨无缝钢管,采用野转炉炼钢+(LF+VD)精炼+热轧管+在线探伤+内壁热处理冶工艺,炼钢工艺合理、成分控制,制管工艺较好,钢管内外表面质量好、几何尺寸精度高,性能稳定。
(2)鞍钢研发的NM50、NM55、NM62 系列输送砂浆耐磨泵管,具有高硬度和高耐磨性,能够满足混凝土泵送管路的设计、选材要求。
3 结论
(1)本文应用有限元大型仿真软件研究得到了方坯重压下时的变形特征,结果认为,施加不同压下量,铸坯的宽展变形会随着压下量的增加而增加,铸坯宽展变形将产生铸坯缺陷。
(2)合理控制压下量对铸坯质量重要,压下量过小对中心偏析和疏松改善不明显曰压下量过大会使铸坯内部产生裂纹,并使重压下拉矫机等设备受力过大。压下量的临界值为12~14mm,超过该值后,铸坯的应变位置出现在铸坯中心。
