
大型双金属复合耐磨弯头铸造工艺的研制
摘要:采用消失模铸造工艺制造的大型双金属复合耐磨弯头,外壁非工作层选用16Mn材质钢管,内壁工作层材质为高铬铸铁。从弯头材质成分选择、熔炼工艺、消失模铸造工艺及热处理工艺等方面介绍了弯头的制备技术及方法,分析并解决了铸造过程中出现的塌箱、胀箱问题。通过磨损试验证明,双金属复合弯头的耐磨损性能为16Mn材质弯头的2倍。经实践考核得出复合弯头的使用寿命是原配单一材质弯头的2一3倍。
煤粉输送管道是火电厂运营过程中的关键配件煤粉的输送是一个快速而持续的过程,较快的输送速度使管道承受严重的冲击磨损,在弯头部位经常发生穿洞失效现象,使用寿命仅为直管的 1 /3,频繁的维修补焊已成为影响煤粉输送效率的重要因素之一卩]。目前,电厂使用的弯头多为 16Mn单一材质,硬度低,耐磨性能差。单位承接某电厂大型弯头,金属焊接制成,其形状如图1。为提高弯头的使用寿命,将单一材质改为双金属复合弯头,弯头尺寸较大,为保证其品质,采用消失模铸造工艺[2]。
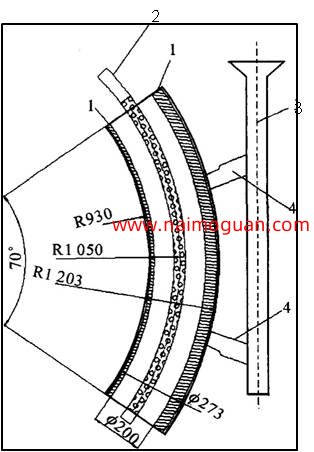
1.偏心状"泡沫模型;2.抽真空钢管;3.直浇道;4.内浇道图1大型复合弯头示意图;
1试验方法
双金属耐磨弯头外壁非工作层采用钢管分节对接,内部工作层模型由手工电阻丝切割聚苯乙烯泡沫而成,涂刷水基石英粉专用耐火涂料,在烘干室内进行干燥,选用底抽式真空砂箱;砂箱于二维振动台进行震动;采用中频感应炉熔炼高铬铸铁,浇注前,开启抽真空系统铁液出炉温度为1 480 ℃,浇注温度控制在1420、1430 ℃,热处理在台车式电阻炉内进行,耐磨性试验在NUS-IS03型磨粒磨损试验机上进行。
2试制过程与结果分析
2• 1弯头材质成分选择
输送煤粉过程中,弯头部位承受煤粉的冲击与磨损严重,因此要求弯头具备很好的耐磨性,同时,弯头的安装、拆卸、以及使用过程中的维修都要求其具有良好的焊接性能。在电厂工况下,高铬铸铁的抗磨损性能是较好的[1],但脆性很高,若单一使用高铬铸铁材质,弯头不能焊接。使用16Mn材质钢管与之复合铸造,不仅使弯头具备了良好的耐磨性能,而且实现了焊接,很大程度提升了弯头的使用周期。
试验弯头工作层高铬铸铁各元素含量根据 GB/T8263 •2010中BTMCr巧选定脚为:2•0%、3 • 6%
C ; 1.2%Si;2 •0%Mn;14%、18%Cr;3 •0%MO;
2.5%Ni;Cu< 1.2%;0,06%P;0•06%S。弯头外层非工作层选用16N材质钢管。
2•2复合弯头非工作部位制作工艺
所研制的弯头外型尺寸如图1,中心弧长为 1 282mm,对应的半径为RI 050mm,弯头两端所成中心角为70。;采购成品16Mn材质钢管,钢管外径为273mm,壁厚6mm,用线切割的方法,将钢管根据所试制弯头的角度切分为7段,并按1:1放大样进行焊接,形成弯头的非工作部位。
2•3工作部位模型制作工艺
工业发达的在开发消失模铸造工艺的过程中,重点对大型铸件泡沫模型的热解特性,金属充型凝固特性,干砂充填紧实度等专题进行研究,并取得了很好效果。因所制弯头尺寸较大,故内部工作部位采用消失模铸造工艺制备。
煤粉在输送过程中,弯头背部所受的冲击磨损较严重,所以内部工作层设计采用沿弧逐渐加厚的 “偏心"结构,如图1中1所示;弯头内部工作层“偏心"状模型的制作选用聚苯乙烯泡沫,采用电阻丝手工切割,铸造收缩率为1%。将泡沫模型分节切割,填充于钢管弯头内,并尽量做到严丝合缝,有缝隙之处用报纸粘贴严实,填堵完成后涂刷镁砂粉涂料,涂层厚度约2 • 2•5 mmo因弯头尺寸较大,为防止塌箱,涂料涂刷4遍,每层涂刷后在烘干室内进行烘干,待完全干燥后涂刷下一层。
2•4浇注系统设计
由于弯头尺寸较大,采用水平式浇注易发生塌
箱事故。经试验,浇注工艺采用如图1中的竖立式阶梯浇注[7]。阶梯浇注系统分2层浇道,两个内浇道向同一方向倾斜;便于补缩、同时防止铁液冷却收缩将其拉裂。根据文献介绍[8],阶梯式浇注系统的直浇道截面积应大于其他浇道截面积,研制试验设计直浇道截面尺寸45mm×45mm,内浇道截面尺寸
30 mmx45 mm,长180mm。
2•5模型合箱
弯头内涂料完全干透后,将模型与浇注系统组装完整,同时在弯头内设置抽真空钢管,图1中2 所示。
之前试制过程中因没设抽真空钢管,发生胀箱和塌箱现象,致铸件不合格,经分析讨论其原因为:弯头内腔型砂紧密度和硬度不够。弯头内部设置抽真空钢管可增强型砂硬度和紧密度,防止胀箱等现象发生。
抽真空钢管固定于弯头内中心位置,避免偏心与内壁接触,防止抽塌。将组装好的模型整体放人砂箱内,检查涂料有无脱落或“露白"现象,若有发生及时用泥粘严,避免浇注时型砂进人铸件形成夹砂。
砂箱内以硅砂作为型砂,模型在砂箱内的吃砂量为:下部90、100mm,四壁与上部120、巧Omm。将砂箱置于二维震动台震动1 min左右,后吊人浇注坑。表面覆盖塑料薄膜,放置浇口杯,将潮砂覆于薄膜上,用于固定浇口杯以及防止外溅铁液烧破薄膜而泄压
2•6铁液熔炼与浇注
高铬铸铁的熔炼在250 kg中频感应炉内进行,按照已设定铁液的化学成分进行配料计算。装炉时炉料要紧密,以求快速熔化;开始通电6、8min 内先以小功率送电,待电流冲击停止后,逐渐将功率增大;熔炼过程中应随时推料防止“搭桥",并陆续添加炉料。待炉料全部熔化,温度升到约1480 ℃时出铁液,并开启真空泵,铁液镇静 2、3 min后进行浇注。浇注完成后将负压度调整为娌025 a,抽真空保持巧min关闭真空泵,铸件于砂箱内保温8 h倒箱。铸件在空气中冷却。
2•7热处理工艺
为了提高大型复合弯头使用寿命,达到火力发电厂输送煤粉的指标要求,对弯头进行了正火和回火处理。正火和回火工艺如图2和图3所示。
2•8耐磨性试验及结果分析
为对比双金属耐磨弯头与单一材质16Mn弯头的耐磨损性能,分别从研制成功的双金属弯头及16Mn 弯头上取样,进行了磨粒磨损试验。
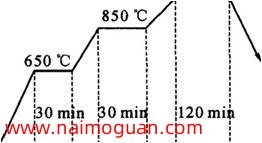
时间/min 图2弯头正火工艺
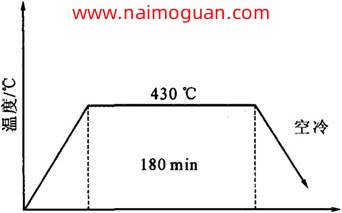
图3弯头回火工艺
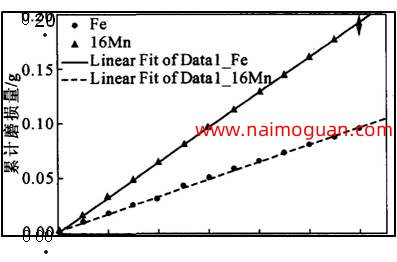
将试样制成50 mmx50 mmx4 mm的试样块,于NUS-IS03型磨粒磨损试验机上进行磨损试验,记录试样减重量;对试验机“往复次数"及试样块
“累计减重量"用的函数关系0软件进行直线拟合,分别得到如图4所示的两条直线,直线斜率即表示试样的磨损率。
200 400 600 800 1000 1200 往复次数
图4试样往复次数一累计减重量关系图
图4中两种试样对应的斜率分别为: Kl:7• 8× 10 5
1<2:1.6× 104 从图4中直线斜率可以得出:双金属耐磨弯头试样的耐磨性能是16Mn材质弯头耐磨性能的
2 • 05倍
2•9大型双金属弯头的应用研制成功的大型复合弯头在某电厂进行了装机试验,现场跟踪表明:使用了18个月未发现穿孔失效现象,较该电厂原配弯头使用寿命提高2、3倍,品质得到该电厂的认可。
3结论
(1) 采用消失模固液复合铸造16Mn材质钢一高铬铸铁复合大型弯头,既保证了弯头良好的焊接性能,同时拥有很高的耐磨性,大幅度增加了弯头的使用周期,提高了煤粉输送效率。
(2) 浇注过程中,采用竖立式阶梯浇注并在复合弯头内添加抽真空钢管,解决了塌箱、胀箱问题。
(3) 与单一材质16Mn弯头相比,双金属复合弯头的耐磨性能是其2 ℃ 5倍,使用寿命较前者提高2、3倍。
