
磨煤机煤粉管道耐磨弯头材质研究
摘要:通过对MP1713磨煤机煤粉管道弯头磨损失效分析,研究确定了高铬钨镍合金铸铁为耐磨弯头其中选择材质。
1磨煤机煤粉管道磨损失效分析
弯头工作条件
以原新华发电厂为例,几年来制粉系统弯头磨损特别严重,尤其是中速磨分离器出口弯头(90°)和燃烧器入口弯头(120°),而中速磨分离器出口弯头磨损严重,使用时间较长4kh,较短只有3kh。出口弯头制粉混合物流速3115mPs,温度91℃。
1.2失效分析
磨损4kh后,2#炉已磨损出口弯头取样分析,其宏观形貌为存在大量冲击坑,局部磨漏。冲击坑四周有凸起现象。
磨料粒子以一定的角度高速冲击磨损表面,对表面产生一定的冲击力
P=1/2mv2
式中
m———粒子质量;
v———冲击速度。
冲击力可分为2个分力,如图1所示。即平行于磨损表面的力P2=Pcosα,垂直于磨损表面的力P1=Psinα。P1使粒子撞击磨损表面产生撞击坑,P2对表面产生剪切应力。
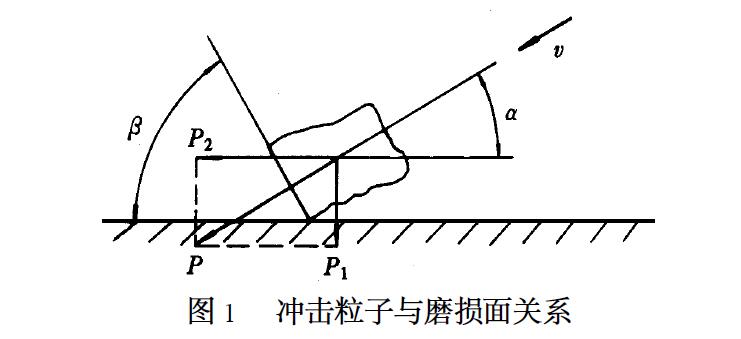
对于原新华电厂2#炉ZQM—178型中速磨分离器出口90°弯头,P1值较大,压入深度增加,切向阻力增加,而P2减小,也能形成切削,但在切屑未全部切下时,其能量已耗尽,磨粒停止向前运动,切屑还留在表面。冲击角接近90°,粒子压入深度较大,切削阻力增加,而P2不能产生切削只是把金属挤向粒子的前面,形成凸起(唇边)而产生长形的冲击坑,凸起部位可能产生裂纹。而对于垂直冲击磨损(冲击角度90°),则形成不规则冲击坑。坑的四周都有凸起,同样可能形成裂纹,终于形成塑变疲劳剥落。
1.3弯头使用性能要求
根据以上分析可知,对于磨损较为严重的中速磨分离器出口90°弯头来讲,其磨损方式为冲击磨料磨损,而且是以疲劳剥落为主。因此,其使用要求不但要有较高的硬度,同时还要有较高的冲击韧性,这样才能提高其耐磨性,从而延长其使用寿命。
2耐磨弯头材质合金化设计
目前抗磨铸铁主要分为镍系抗磨铸铁、铬系抗磨铸铁、锰系抗磨铸铁等,本研究确定的铸态马氏体铬钨合金白口铁作为耐磨弯头的抗磨材料来使用。由中速磨制粉系统煤粉管道弯头失效分析可知,对于弯头用耐磨材料,不但要有较高的硬度,同时还要求有较高的韧性,这两点的统一才是本文研究耐磨铸铁合金化设计的根本出发点。
对于钨铬铸铁碳化物来讲,Fe-Cr-W-C四元合金中存在3种碳化物,即M7C3、M6C和M3C。当含C量一定时,M7C3的出现主要取决于含Cr量,同时W促进M7C3的形成,而Cr则禁止M6C的形成。
M7C3在钨铬铸铁中主要是Cr形成的碳化物,并固溶一定量的W。W的固溶降低了形成M7C3所需的较低含Cr量。
Cr生成碳化物的能力比W强,W系白口铁,加入Cr后,如总量(Cr+W)<11%,C:218%~312%时,碳化物以M3C型为主;(Cr+W)>11%后,则主要形成M7C3碳化物,硬度虽无提高,但是冲击韧性提高幅度颇大,特别是低W(5%)铸铁的冲击韧性提高更多。由于碳化物分布与形态有所改善,韧性提高,耐磨性能也提高。
钨铬铸铁的耐磨性优于Cr15Mo3高铬铸铁。钨铬铸铁流动性和高铬铸铁相近。强于普通白口铁。钨铬铸铁收缩约为2%,体收缩为215%~218%。在腐蚀性介质中,W系铸铁中加入Cr,显然是提高腐蚀介质中耐磨性的手段。
钨铬铸铁中碳化物M6C是由铸铁中同时存在小原子半径的Fe和大原子半径的W原子而形成的;M3C属于渗碳体型碳化物,在Fe-Cr-W-C四元素合金中为(Fe、W、Cr)3C。高铬铸铁具有足够的淬透性,具有较好的综合性能。
综上所述,通过试验,以Cr、W为主要合金化元素,同时考虑耐磨件厚度情况,为了保证铸态下获得马氏体,加入适量的Mo;为了细化组织改善碳化物的分布状态以及提高耐磨铸铁冲击韧性,加入少量的Cu和V、Ni。试验设计成分范围为C:215%~315%,Si:≤110%,Mn:≤110%,Cr:10%~30%,W:1%~30%,Mo:1%~3%,Ni:1%~410%,Cu:≤110%,V:≤110%。
3材质合金化试验与成分选择
3.1试验方法及试验条件
试验材质用P08生铁、废钢、钨铁、铬铁、钼铁、锰铁、钒铁、Ni、Cu等配制,在感应电炉中熔炼,在粘土砂型中浇注出磨损试验用材质试样。
根据中速磨分离器出口弯头煤粉流动形式及磨损失效分析,可以得出弯头与煤粉之间构成了一组冲击磨损系统,试验是在一台改制的冲击磨损试验机上完成的,如图2所示。
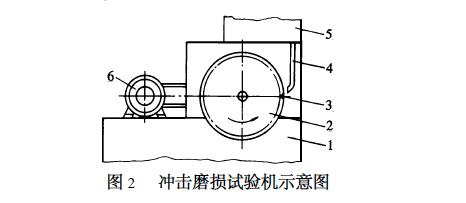
1. 机座 2. 圆盘 3. 试样 4. 加砂管 5. 加砂振动器 6. 电动机
试样安装在与圆盘同一半径的圆周上,一次可以安放不同材质试样12个,试样间隔30°,试样与磨样流动方向的夹角(冲击角)可在30°、40°、60°、90°4个角度调整,圆盘转速可以在450~180rPmin内调整。试样磨损表面与磨损面相对速度可以在10~40mPs范围内设定(调整相对速度可以采取2种方法,一是可以调整圆盘转速,二是可以调整试样安装半径尺寸)。本次试验采用相对速度为35mPs左右,因为根据原新华电厂热态试验测定,其送煤粉气流速度为32mPs左右。
磨料采用人造石英砂,尺寸为70~120目。由加砂管加入,加砂管上端连有一个加砂振动器,由振动器确定加砂量大小来模拟煤粉流量,本次试验确定加砂量为013LPmin。
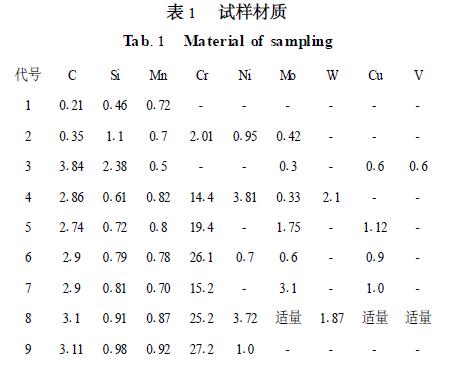
试样尺寸20mm×20mm×10mm,试样在浇铸成形的方块料上用线切割机切割成形,磨损面抛光后表面粗糙度为Ra014。试样装在试验机上,五面保护,单面(20mm×20mm)磨损,试样材质如表1所示。
磨损试样用酒精清洗,在20℃烘干箱中保温20min,取出后在万分之全天平上称重。每种成分试样预磨015h后称重,以预磨后1h磨损量计算失重ΔW,每种成分取3块同样试样,取其平均值ΔW,偏差在0103%内。试样磨损失重
ΔW=W0-W1
式中W0———试样磨损前重量,g;
W1———试样磨损后重量,g。
这里的磨损率按照单位时间的材料磨损量来表示,既在一定时间内试样的磨损量可看作
Wx=ΔW
ΔW=(ΔW1+ΔW2+ΔW3)/3
相对耐磨性n=标准试样的磨损失重、磨损试样的磨损失重试样磨损研究用化学成分分析、金相显微镜、硬度、韧性检验等手段对材料组织,磨损等进行分析。
3.2试验结果分析
表2为9种材质磨损试样试验结果统计。
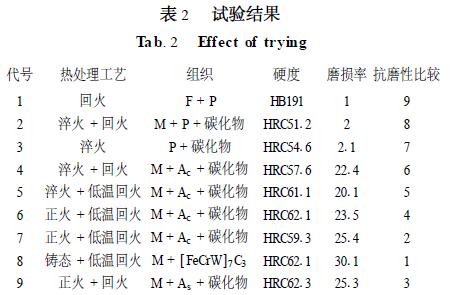
由表2可以看出,8#试样耐磨性较好。经检验8#试样化学成分为:
C:311%、Si:0191%、Mn:0187%、Cr:2512%、Ni:3172%、W:1187%。
在大量马氏体基体上分布着一次碳化物(M7C3型)和二次细小碳化物,同时还有少量是残余奥氏体Ac。8#试样表面硬度为HRC6211、HRC6215、HRC6111,其耐磨性较好,主要有以下几方面:
(1)耐磨材料硬度高,不但是组织中碳化物硬度高,而且基体组织硬度同样高,在高铬铸铁中加入210%的W使基体的显微硬度由HV730提高到HV1100,提高35%。
(2)对于冲击磨料磨损来讲,只有高的硬度还不够,还必须有较高的冲击韧性。由于金属基体连续与网状渗碳体相比,其脆性要小得多,所以Cr25Ni4W2MoCuV铸铁具有较高的冲击韧性。
(3)Ni是非碳化物形成元素,它全部溶解在马氏体中,Ni可以降低共析点上的含C量和临界转变温度,同时,Ni使C曲线向右并略向下移动,随着含Ni量的增加,马氏体转变孕育时间延长,相变速度减小,这也说明Ni几乎全部溶解在金属基体中,促使奥氏体向马氏体转变。随着含Ni量增加,当含Ni>5%时,基体中奥氏体量增加,硬度就会显著下降。
4结语
经过试验确定耐磨性较好的8#试样金相组织是马氏体基体上分布着M7C3型碳化物,同时还含有少量二次碳化物和残余奥氏体,其冲击韧性ak>6JPcm2,其组织成分为C:310%~315%,Si、Mn:≤110%,Cr:25%~28%,Ni:410%,W:0~210%,Cu、Mo、V若干。
